钢制复合墙板定制生产厂家
服务咨询热线:13880667850

服务咨询热线:13880667850
成都兴铁建筑材料有限公司是一家专注于提供钢制复合墙板生产、安装服务、设计方案的一家公司,也参与了很多不同类型的项目,每当一个项目完成,我们都会从客户那里得到一个反馈:你们的产品做的不错-“很平整”!而如何打造一片“平”的钢制复合墙板,兴铁的经验来讲,它既简单亦复杂。从钢板或铝板的物理参数性能到它的内部化学组成,从表面涂层工艺到设备的先进加工等,都会对如何做“平”一片金属板材都有影响。今天,兴铁公司向您讲述金属板“平”的奥秘。从金属板内部应力方面,说明分享部分金属薄板的生产制作及平整度方面的信息,以及为什么我们能做的更平整。同时作为建筑金属薄板装饰行业领先者,BUIMA崇佑中国也做出了许多努力来推动行业发展,确保金属板产品真正的“平”的要求,提升客户对优质室内空间环境的需求。
一、金属卷材中的内应力和平整度缺陷
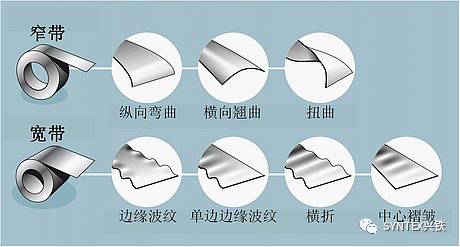
二、典型的卷材不平整情况
卷材最常见的平整度缺陷问题是纵向卷曲和横向翘曲。通常,卷材的不良问题是由材料制造时的辊轧加工或接下来的切割加工造成的。纵向卷曲是卷绕时塑性变形造成的。横向翘曲是由于在整个卷材宽度(残余应力)范围内被辊轧材料冷却不均匀或者纵向分切造成的。
三、未经矫平的卷材在加工时会出现什么问题?
1. 挤压和冲压
卷材中的平整度缺陷和内应力会使精确的成形加工变得困难。一方面,它可能会造成模具受损,另一方面,会使成品质量下降。原材料的平整度缺陷还可能会造成整个设备停止运转,设备的利用率将因此降低。
2. 剪板
剪切加工会使原材料中的应力得到释放,出现肉眼可见的材料变形情况。卷材的平整度缺陷会使剪切精度得不到保证,下料平整度是一个非常重要的质量标准,因为通常还要在后续工序中对剪切下的板料继续进行加工。
3.滚压成型
在进行滚压成型时将采用滚轮通过一系列加工工序改变钢板卷材的形状。原材料的应力和平整度缺陷使卷材的精准成形难以实现。由于加工速度很快,因此,卷材的平整度缺陷将会给滚压成型流水线的加工安全性带来严重的负面影响。
四、金属板矫平工艺概述
矫平一件火焰切割件通常所需时间举例(单位:分钟)
1. 锤子和火焰
一种传统的矫平工艺。采用这种工艺时,先加热工件,然后采用锤子将其“敲平”。此类矫平工艺非常费时,而且操作者还需要拥有很多经验积累。
2. 卷板机
某些钣金加工人员使用卷板机来消除较大的平整度缺陷。虽然这种应急方案带来了显著的改善效果,但材料中的内应力却没有得到消除。对于较宽的钣金件来说,操作起来十分困难,而且,矫平一件工件所需时间通常都要超过25分钟。
3. 压力矫直机
与采用卷板机类似,很费时间。常常用于厚度超过60毫米的钣金件。采用此工艺矫平一件工件所需时间也常常高达20分钟。
4. 辊式矫平机
采用辊式校平机可快速方便地矫平板材。这类机器常常被用于矫平厚度为0.5至60毫米的激光切割件和火焰切割件。对于矫平质量要求较低的零件,采用机械辊式校平机就能迅速解决问题。但如果要求较高,则常常必须采用矫平机对钣金件进行5至6次矫平。
5.崇佑中国 SYNTEX®公司引进 液压精密矫平机
液压精密矫平机是专门为较高要求的矫平操作设计的。矫平辊得到了最佳程度的支承,相互之间有着很小的间距。集成的矫平间隙调整装置确保矫平间隙在整个矫平工序期间保持恒定,包括零件横截面发生变化时。即使是那些难以矫平的燃烧切割件也不在话下,仅需数分钟就可以让它变得平整且几乎无应力。
说明:辊式矫平工艺
采用辊式矫平时,一块板材将先后经过连续多次的交变弯曲。从辊式矫平机的入口至出口,交错排列着各组矫平辊。这样,在两个相对的矫平辊中始终有一个辊为下压辊。从第一个矫平辊至出口处,交变弯曲程度逐步减弱。弯曲过程类似一个逐步减弱的正弦曲线。通过弹塑性交错弯曲和不断减弱的变形量,板材将变得平整,更重要的是消除了应力。
SYNTEX兴铁是致力于金属装饰墙板及天花系统方案解决的外资品牌,为商用空间、数据机房空间、电子、医药、食品、实验室等洁净无尘空间等行业提供专业的解决方案。成都兴铁作为西南地区的配套服务公司,能为西南地区的用户提供产品落地的解决方案和更细致的服务。 欢迎致电成都兴铁:13880667850。
 扫一扫!
扫一扫!


 13880667850
13880667850


